Überzeugende Referenzprojekte
Führende Unternehmen vertrauen bereits auf IconPro
















Lesen Sie wann sich Machine Vision für die Qualitätssicherung besser eignet als klassische Verfahren und lernen Sie ein originales Anwendungsbeispiel kennen.



VERLÄSSLICHE Ergebnisse
Im Gegensatz zu manuellen visuellen Prüfverfahren, die oft subjektiv sind, erhalten Sie wiederholbare und präzise Ergebnisse.
ROBUST gegen Störungen
Wechselnde Bildbedingungen oder variierende Fehlerbilder sind im Vergleich zu klassischen Methoden kein Problem.
SCHNELLE Inline-Auswertung
Deutlich kürzere Auswertezeiten als bei einer klassischen Bildverarbeitung erlauben einen automatisierten Inline-Betrieb in Echtzeit.
Machine Vision bietet Vorteile für die optische Prüfung, da es die Schwierigkeit herkömmlicher industrieller Bildverarbeitungssysteme überwindet, zwischen umgebungsbedingten Schwankungen der Bilddaten und funktionalen oder qualitativen Abweichungen der Prüfobjekte zu unterscheiden.
Im Gegensatz dazu kann der Mensch diese Unterscheidungen lernen und vornehmen, obwohl er langsamer als Maschinen ist.
Allerdings ist die menschliche Prüfung für komplexe und nicht strukturierte Bilddaten besser geeignet.
Machine Vision-Modelle können jedoch die kognitiven Fähigkeiten des Menschen auf maschinelle Systeme übertragen und so die abstrakte, lernende und qualitative Interpretation von Bilddaten mit der Robustheit und Geschwindigkeit industrieller Bildverarbeitungssysteme kombinieren.
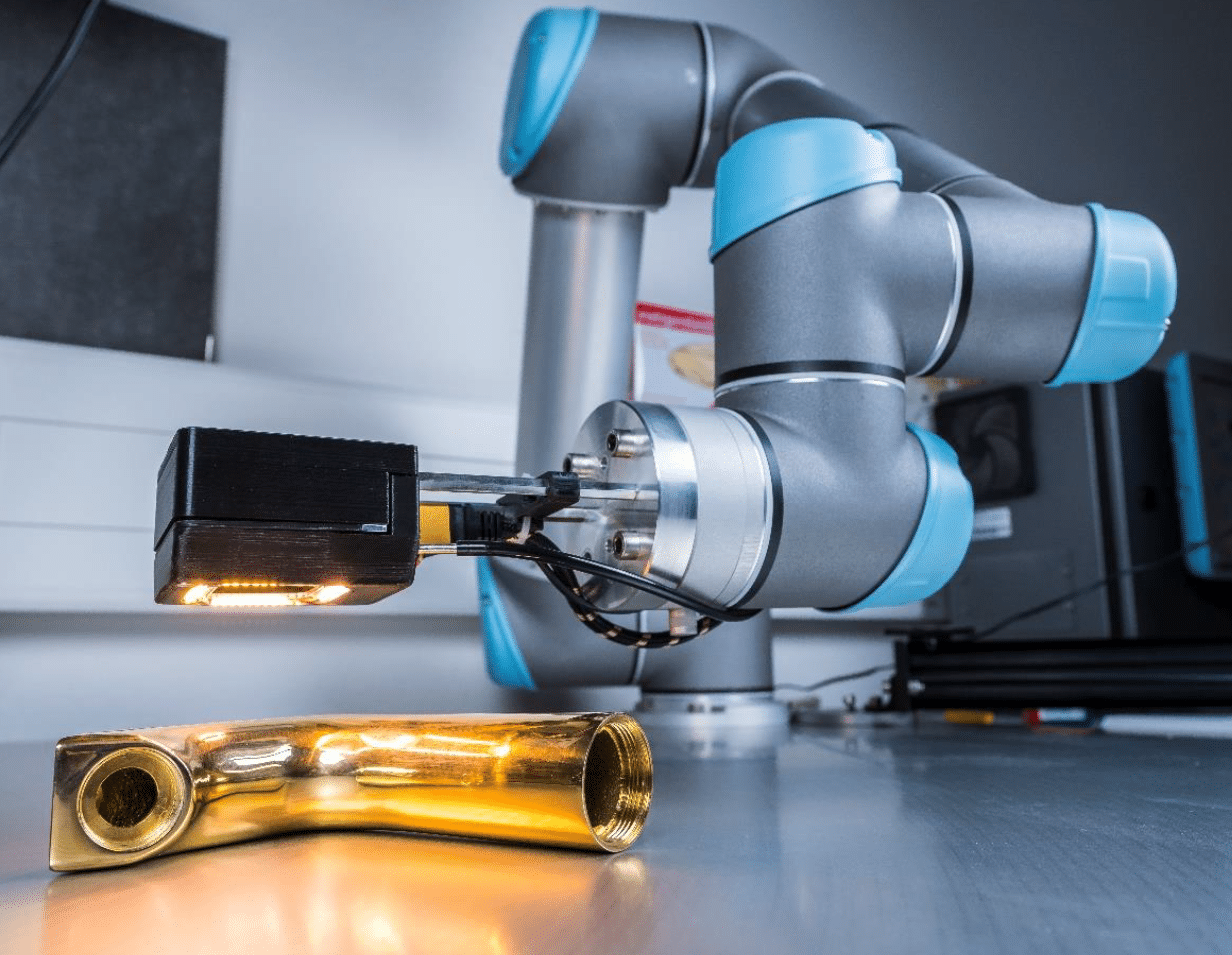
Machine Vision automatisiert optische Prüfungen durch die Nutzung von maschinellen Lernalgorithmen. Es werden Kameras und Beleuchtung verwendet, um visuelle Informationen aufzunehmen und diese mithilfe einer Software auf einem Auswertecomputer zu verarbeiten. Dabei kommt häufig eine leistungsfähige Graphikkarte zum Einsatz sowie ein Betriebssystem, das im Hinblick auf die determinierte Anzahl an Rechenoperationen von Machine Vision Algorithmen eine echtzeitfähige Berechnung ermöglicht.
Das resultierende Prüfergebnis wird graphisch angezeigt, in einer Datenbank gespeichert oder über eine Schnittstelle bereitgestellt. Ein Beispiel für die Anwendung von Machine Vision in der Qualitätssicherung ist die Klassifizierung von Prüfobjekten in „i.O.“ (in Ordnung) und „n.i.O.“ (nicht in Ordnung) durch ein trainiertes Algorithmusmodell.
Das vorbereitende Training erfordert eine ausreichende Menge an Beispieldaten und Rechenkapazitäten. In einigen Fällen können auch bereits vortrainierte Algorithmen verwendet werden.
Im Allgemeinen realisiert Machine Vision robuste Lösungen für komplexe und in der Regel klassifizierende Prüfaufgaben, die mit klassischer Bildverarbeitung nicht oder nur sehr aufwendig lösbar sind.
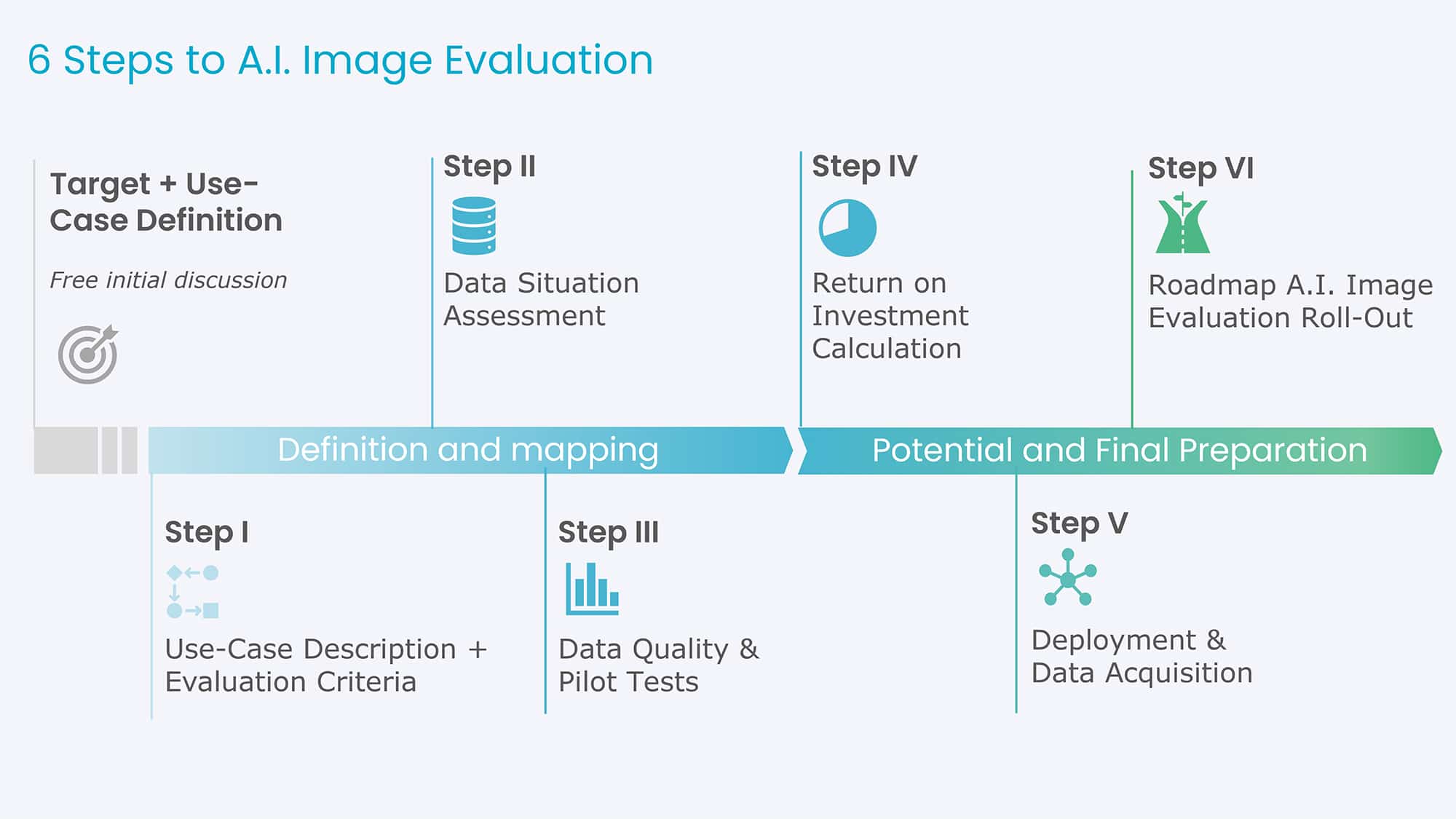
Anwendungsfall, Ziele und Anforderungen verstehen
Prüfung and Analyse der aktuellen Bilddaten
Optimierung Bilddaten durch Messsystem oder Vorverarbeitung
Verarbeitung und Auswertung der Bilddaten
Evaluation der Machbarkeit für den Anwendungsfall
Bestimmung des Return-on-Investments
Roll-Out Roadmap nach erfolgreichem Proof-of-Concept

Machine Vision Verfahren für die Bildverarbeitung eignen sich besonders gut für komplizierte Prüfverfahren in der Produktion, die robust gegenüber Schwankungen oder Anomalien in den Bilddaten sein müssen und qualitative oder diskrete Messgrößen auswerten.
Künstliche neuronale Netze befähigen zur Automatisierung von Prozessen, für welche sich bislang keine oder nur sehr schwer programmierbare Lösungen finden ließen. Auf diese Weise können Fehlerraten minimiert und Prüfzeiten verkürzt werden.
Der Einstieg in die Implementierung von Machine Vision Anwendungen in der Bildverarbeitung wird durch bestehende Programmierbibliotheken wie TensorFlow oder sogar bereits vollständig vorgefertigter Software erleichtert und erfordert relativ wenig Knowhow in der Bildverarbeitung.
Vor dem Einsatz für die Optische Prüfung müssen die künstlichen neuronalen Netze systematisch trainiert und validiert werden. Hierfür wie auch für die anfängliche Auswahl und abschließende Überwachung des Algorithmus im Betrieb empfiehlt sich jedoch die Einbindung von Experten und professioneller Software für industrielle Machine Vision.
Predictive Maintenance
Predictive Quality
Trendanalyse und -vorhersage
Softwareentwicklung
Datenanalyse & Screening
Project Subtitle
System for adaptive phototonic surface testing with adaptive image evaluation in combination with a cleaning system.
Companies and Partners
P…
Project Subtitle
Data-based evaluation of the wire electrical discharge machining process
Companies & Partners
WBA Aachener Werkzeugbau Akademie GmbH, Mak…

Project Subtitle
Automation of network edge infrastructure & applications with artificial intelligence
Companies & Partners
Opel Automobile GmbH, Frau…
Project Subtitle
System for adaptive phototonic surface testing with adaptive image evaluation in combination with a cleaning system.
Companies and Partners
P…
Project Subtitle
Data-based evaluation of the wire electrical discharge machining process
Companies & Partners
WBA Aachener Werkzeugbau Akademie GmbH, Mak…
Project Subtitle
Automation of network edge infrastructure & applications with artificial intelligence
Companies & Partners
Opel Automobile GmbH, Frau…



Unser Team hilft Ihnen gerne weiter. Nehmen Sie Kontakt auf!
Was ist Machine Vision?
Machine Vision ist ein Begriff, der den Prozess der Verwendung von Digitalkameras, Sensoren und Verarbeitungsalgorithmen zur Erfassung und Interpretation visueller Informationen aus der physischen Welt beschreibt. Diese Technologie wird in einer Vielzahl von Anwendungen eingesetzt, z. B. in der Industrierobotik, der medizinischen Bildgebung und bei autonomen Fahrzeugen. Sie ermöglicht es Maschinen, in Echtzeit zu „sehen“ und Entscheidungen zu treffen, so dass sie auf intelligente und effiziente Weise auf ihre Umgebung reagieren können.
Wie funktioniert Machine Vision für die optische Prüfung?
Machine Vision für die optische Prüfung in der Qualitätskontrolle basiert auf der Verarbeitung von Bilddaten, die von Kameras erfasst werden. Die Bilddaten werden von Machine Learning Algorithmen verarbeitet, die darauf trainiert sind, bestimmte Merkmale oder Defekte zu erkennen und zu klassifizieren. Die Algorithmen werden in der Regel mit einer großen Menge an Trainingsdaten trainiert, die alle möglichen Defekte und Schwankungen der Bilddaten enthalten.
Welche Vorteile bietet Machine Vision für die optische Prüfung?
Mit Machine Vision können komplexe Prüfaufgaben gelöst werden können, für die herkömmliche, regelbasierte Algorithmen keine oder nur sehr aufwendige Lösungen bieten. Mithilfe von Machine Learning Algorithmen und ausreichenden Trainingsdaten lassen sich auch Bilddatenmit unzähligen Variationen zielführend bewältigen. Die Lösungen ähneln dabei oftmals den Fähigkeiten des menschlichen visuellen Systems und vereinen diese mit der Schnelligkeit computergestützter Bildverarbeitung.