Convincing Reference Projects
IconPro AI Solutions are trusted by



















RELIABLE results
Unlike manual visual inspection methods, which are often subjective, you get repeatable and precise results.
ROBUST against interference
Changing image conditions or varying defect patterns are no problem compared to traditional methods.
FAST inline evaluation
Significantly shorter evaluation times than with traditional image processing allow for automated inline operation in real time.

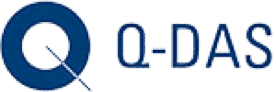
Machine vision methods for image processing are particularly suitable for complicated inspection methods in production, which must be robust to fluctuations or anomalies in the image data and evaluate qualitative or discrete measurement variables.
Artificial neural networks make it possible to automate processes for which previously no or only very difficult to program solutions could be found. In this way, error rates can be minimized and test times shortened.
Getting started with the implementation of machine vision applications in image processing is made easier by existing programming libraries such as TensorFlow or even completely ready-made software and requires relatively little know-how in image processing.
Before being used for optical testing, the artificial neural networks must be systematically trained and validated. For this as well as for the initial selection and final monitoring of the algorithm in operation, however, the involvement of experts and professional software for industrial machine vision is recommended.
Predictive Maintenance
Predictive Quality
Trend analysis & Prediction
Software Engineering
Data screening & Analysis
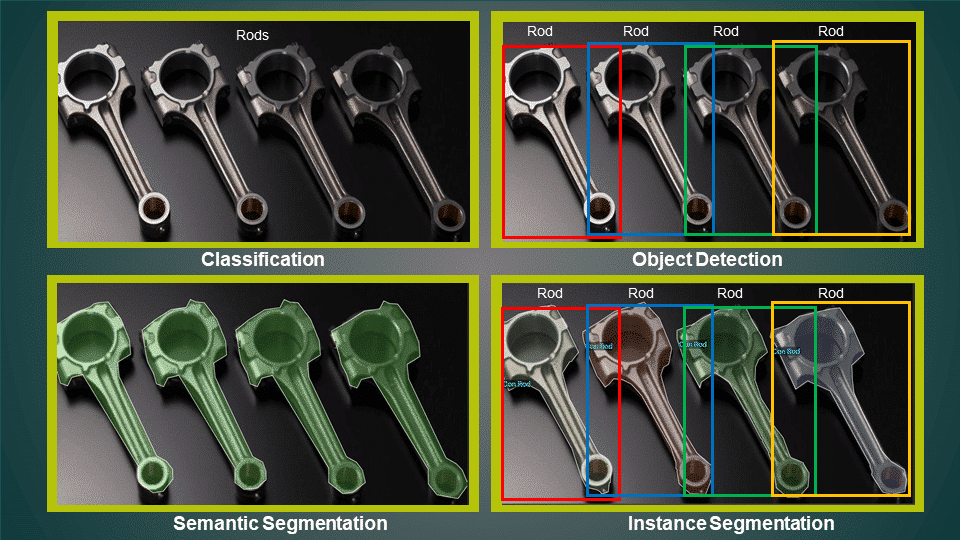
Understanding use-case, goals and quality evaluation criteria
Checking and analyzing the current image data
Optimization of the image date by a measuring system or pre-processing
Processing and analyzing the image data
Evaluation of feasibility for the use case
Determination of the return on investment considering costs and risks
Get a roll-out roadmap after proof of concept
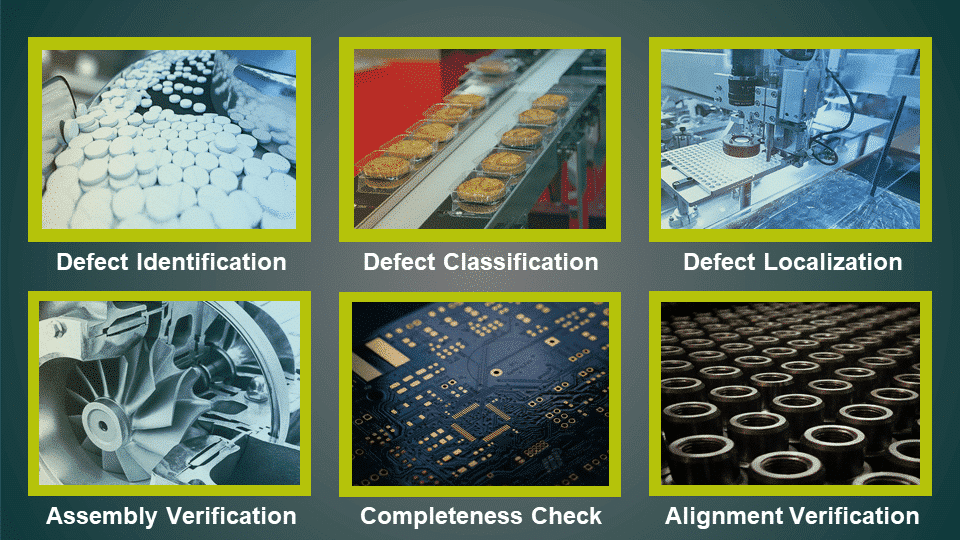
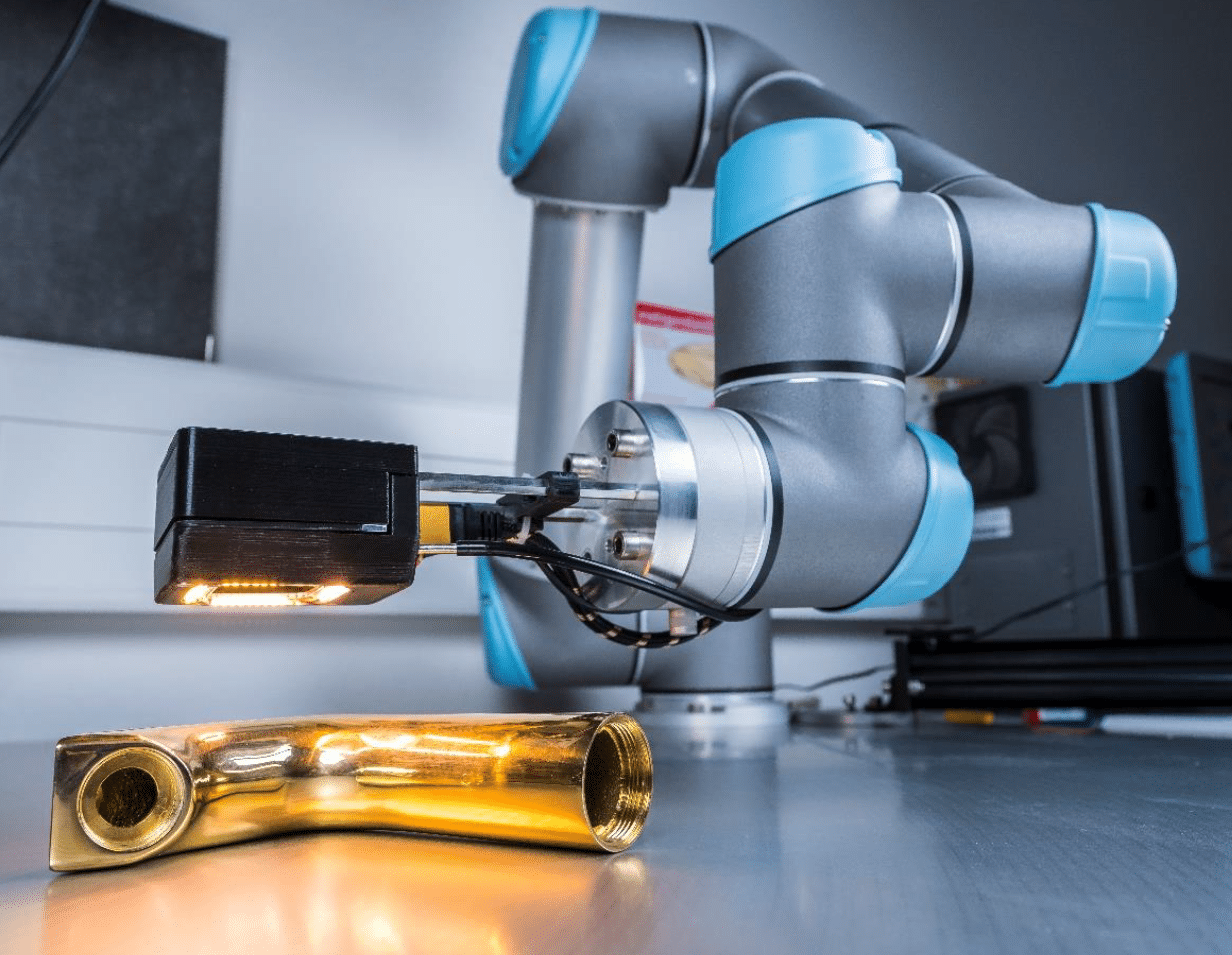
Machine Vision automates optical inspections using machine learning algorithms. Cameras and lighting are used to record visual information and process it using software on an evaluation computer. A powerful graphics card is often used, as well as an operating system that enables real-time calculation with regard to the determined number of arithmetic operations of machine vision algorithms.
The resulting test result is displayed graphically, stored in a database or made available via an interface. An example of the use of machine vision in quality assurance is the classification of test objects as “OK.” (ok) and “n.i.O.” (out of order) by a trained algorithm model.
The preparatory training requires a sufficient amount of sample data and computing capacity. In some cases, already pre-trained algorithms can also be used.
In general, machine vision implements robust solutions for complex and usually classifying inspection tasks that cannot be solved with classic image processing or can only be solved with great effort.
Project Subtitle
System for adaptive phototonic surface testing with adaptive image evaluation in combination with a cleaning system.
Companies and Partners
P…

Project Subtitle
Quality Control of Vehicle Assembly using an Ultrasonic Imaging Sensor with Embedded Artificial Intelligence
Companies and Partners
Tessonics…
Project Subtitle
Data-based evaluation of the wire electrical discharge machining process
Companies & Partners
WBA Aachener Werkzeugbau Akademie GmbH, Mak…
Project Subtitle
System for adaptive phototonic surface testing with adaptive image evaluation in combination with a cleaning system.
Companies and Partners
P…
Project Subtitle
Quality Control of Vehicle Assembly using an Ultrasonic Imaging Sensor with Embedded Artificial Intelligence
Companies and Partners
Tessonics…
Project Subtitle
Data-based evaluation of the wire electrical discharge machining process
Companies & Partners
WBA Aachener Werkzeugbau Akademie GmbH, Mak…


What is machine vision?
Machine vision is a term that describes the process of using digital cameras, sensors, and processing algorithms to capture and interpret visual information from the physical world. This technology is used in a variety of applications, e.g. B. in industrial robotics, medical imaging and autonomous vehicles. It enables machines to cognitively see and make decisions in real-time, allowing them to react intelligently and efficiently to their environment.
How does machine vision work for optical inspection?
Machine vision for optical inspection in quality control is based on the processing of image data captured by cameras. The image data is processed by machine learning algorithms that are trained to recognize and classify specific features or defects. The algorithms are usually trained on a large amount of training data, which includes all possible defects and fluctuations in the image data.
What are the advantages of machine vision for optical inspection?
With machine vision, complex inspection tasks can be solved for which conventional, rule-based algorithms offer no or only very complex solutions. With the help of machine learning algorithms and sufficient training data, image data with countless variations can also be managed in a targeted manner. The solutions often resemble the capabilities of the human visual system and combine them with the speed of computer-aided image processing.
